




व्याख्या:
लग नटहा एक नट आहे, जो बोल्ट किंवा स्क्रूने स्क्रू केलेला एक फास्टनिंग भाग आहे. हा एक घटक आहे जो सर्व उत्पादन यंत्रांमध्ये वापरला जाणे आवश्यक आहे, ते सामग्री, कार्बन स्टील, स्टेनलेस स्टील, नॉन-फेरस धातू इत्यादींवर अवलंबून असते.
प्रकार:
नट हा एक भाग आहे जो यांत्रिक उपकरणांना आतील बाजूस असलेल्या धाग्यांच्या सहाय्याने, समान स्पेसिफिकेशनच्या नट आणि बोल्टद्वारे जवळून जोडतो, उदाहरणार्थ, M4-P0.7 नट फक्त M4-P0.7 सिरीज बोल्टने जोडता येतो; n उत्पादने समान असतात, उदाहरणार्थ, 1/4 -20 नट फक्त 1/4 -20 स्क्रूने जुळवता येतात.
सैल होण्यापासून रोखण्याचे तत्व:
DISC-LOCK लॉकनट दोन भागांनी बनलेला असतो, प्रत्येक भागामध्ये इंटरलीव्ह कॅम असतो. अंतर्गत वेज डिझाइनमुळे, उताराचा कोन बोल्टच्या नट कोनापेक्षा जास्त असतो, त्यामुळे हे संयोजन घट्टपणे बंद होते आणि संपूर्ण तयार होते, जेव्हा कंपन होते तेव्हा DISC-LOCK लॉकनटचे फुगे एकमेकांशी हलतात आणि उचलण्याचा ताण निर्माण करतात, अशा प्रकारे एक परिपूर्ण लॉकआउट प्रभाव प्राप्त होतो.
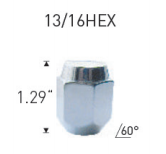
लॉक नट:
उद्देश: थ्रेडिंग जॉइंट्स किंवा इतर पाईप फिटिंग्ज लॉक करणे.
नटचे कार्य तत्व म्हणजे नट आणि त्यातील घर्षण वापरणेबोल्टसेल्फ-लॉकिंगसाठी. परंतु डायनॅमिक लोड अंतर्गत या सेल्फ-लॉकिंगची विश्वासार्हता कमी होते. काही महत्त्वाच्या प्रसंगी आम्ही नट लॉकची विश्वासार्हता सुनिश्चित करण्यासाठी काही अँटी-लूज उपाय करू. लॉकिंग नट हा सैलपणा रोखण्यासाठी एक उपाय आहे.
लॉक नट्सचेही तीन प्रकार आहेत:
पहिले म्हणजे एकाच बोल्टवर स्क्रू करण्यासाठी दोन समान नट वापरणे आणि बोल्ट कनेक्शन विश्वसनीय बनवण्यासाठी दोन नटमध्ये एक घट्ट क्षण जोडणे.
दुसरा एक विशेष अँटी-लूझनेस नट आहे, गरज आहे आणि एक अँटी-लूझनेस गॅस्केटसह वापरता येतो. विशेष अँटी-लूझनेस नट हे षटकोन नट नाही, तर एक मध्यम-गोलाकार नट आहे, ज्याच्या नटच्या परिघावर तीन, चार, सहा किंवा आठ खाच असतात. हे खाच घट्ट करण्याच्या साधनाचा प्रारंभ बिंदू आहेत, ते तोंडात अँटी-लूझ गॅस्केट कार्ड कार्ड देखील आहे.
तिसरा मार्ग म्हणजे नटच्या बाहेरील पृष्ठभागापासून नटच्या आतील पृष्ठभागावर धाग्याचे छिद्र पाडणे, ज्याचा वापर लहान व्यासाच्या काउंटरसंक हेड स्क्रूमध्ये स्क्रू करण्यासाठी केला जातो. बाजारात विकल्या जाणाऱ्या चांगल्या दर्जाच्या लॉक नटमध्ये नटच्या आतील गोल बाजूस तांबे ब्लॉक असतात, जे लॉक नट थ्रेडशी सुसंगत असतात आणि रेडियल स्क्रू आणि लॉक केलेल्या धाग्याच्या थेट संपर्कामुळे होणारे नुकसान टाळण्यासाठी वापरले जाते. लॉकिंग नट हळूहळू फिरत्या हलत्या भागांच्या शाफ्ट एंड लॉकिंगवर लावला जातो, जसे की बॉल स्क्रूच्या माउंटिंग एंडवरील बेअरिंगची अँटी-लूजनेस.
दुसरी पद्धत पहिल्यापेक्षा अधिक विश्वासार्ह आहे, परंतु रचना तुलनेने गुंतागुंतीची आहे. पहिल्या दोनच्या तुलनेत, तिसऱ्या बेलमध्ये चांगले अँटी-लूझनिंग प्रभाव, सोपी आणि अधिक सुंदर रचना आणि लहान अक्षीय आकाराचे फायदे आहेत.
फोल्डिंग इन्सर्ट नट:
विविध प्रकारच्या एम्बॉस्ड वायरचा वापर करून तांब्याच्या नटांचे उत्पादन. आपण दररोज ज्या एम्बेडेड नर्ल्ड कॉपर नटांच्या संपर्कात येतो ते सर्व अचूक स्वयंचलित लेथद्वारे प्रक्रिया केले जातात. एम्बेडेड नर्ल्ड कॉपर नटचे संदर्भ मानक GB/T809 वरून येते.
एम्बेडेड नर्ल्ड कॉपर नटचा मुख्य ऑपरेशन मोड इंजेक्शन मोल्डिंग आहे. गरम केल्यानंतर, तो प्लास्टिकच्या भागात एम्बेड केला जाऊ शकतो किंवा थेट साच्यात इंजेक्ट केला जाऊ शकतो. जर साचा इंजेक्शन मोल्डिंगसाठी वापरला जात असेल, तर PA/NYLOY/PET चा वितळण्याचा बिंदू 200°C पेक्षा जास्त असेल, तर एम्बेडेड नट प्लास्टिकच्या भागात गरम वितळल्यानंतर त्याचे तापमान लवकर वाढते. इंजेक्शन मोल्डिंगनंतर, प्लास्टिक बॉडी वेगाने थंड होते आणि स्फटिक बनते आणि कडक होते. जर एम्बेडेड नटचे तापमान अजूनही जास्त असेल, तर तांब्याचा नट प्लास्टिकच्या भागाच्या संपर्कात येईपर्यंत आणि सैल होऊ लागेपर्यंत किंवा क्रॅक होऊ लागेपर्यंत ते ओतणे शक्य आहे. म्हणून एम्बेडेड नटच्या इंजेक्शन मोल्डिंगमध्ये, कार्बन स्टील नटऐवजी तांब्याचा नट वापरला जातो.
एम्बेडेड कॉपर नटचा बाह्य नमुना तयार करण्याचे दोन मार्ग आहेत, एक म्हणजे तांब्याच्या कच्च्या मालाचा वापर करून नमुना काढणे आणि नंतर तो वरच्या उपकरणावर तयार करणे, दुसरा म्हणजे एज एम्बॉसिंग टॅप करताना उत्पादन प्रक्रियेत थेट गोल कॉपर मटेरियलचा वापर करणे, अशा प्रक्रियेमुळे अनेक नॉन-स्टँडर्ड आकाराचे नर्ल्ड कॉपर नट तयार होऊ शकतात, एम्बेडेड कॉपर नट एम्बॉसिंग आकार वापरकर्त्याद्वारे निवडला जाऊ शकतो, जसे की जाळी, आकृती आठ एम्बॉसिंग, हेरिंगबोन एम्बॉसिंग आणि इतर रोलिंग पॅटर्न.

.png)
पोस्ट वेळ: मार्च-२२-२०२३
